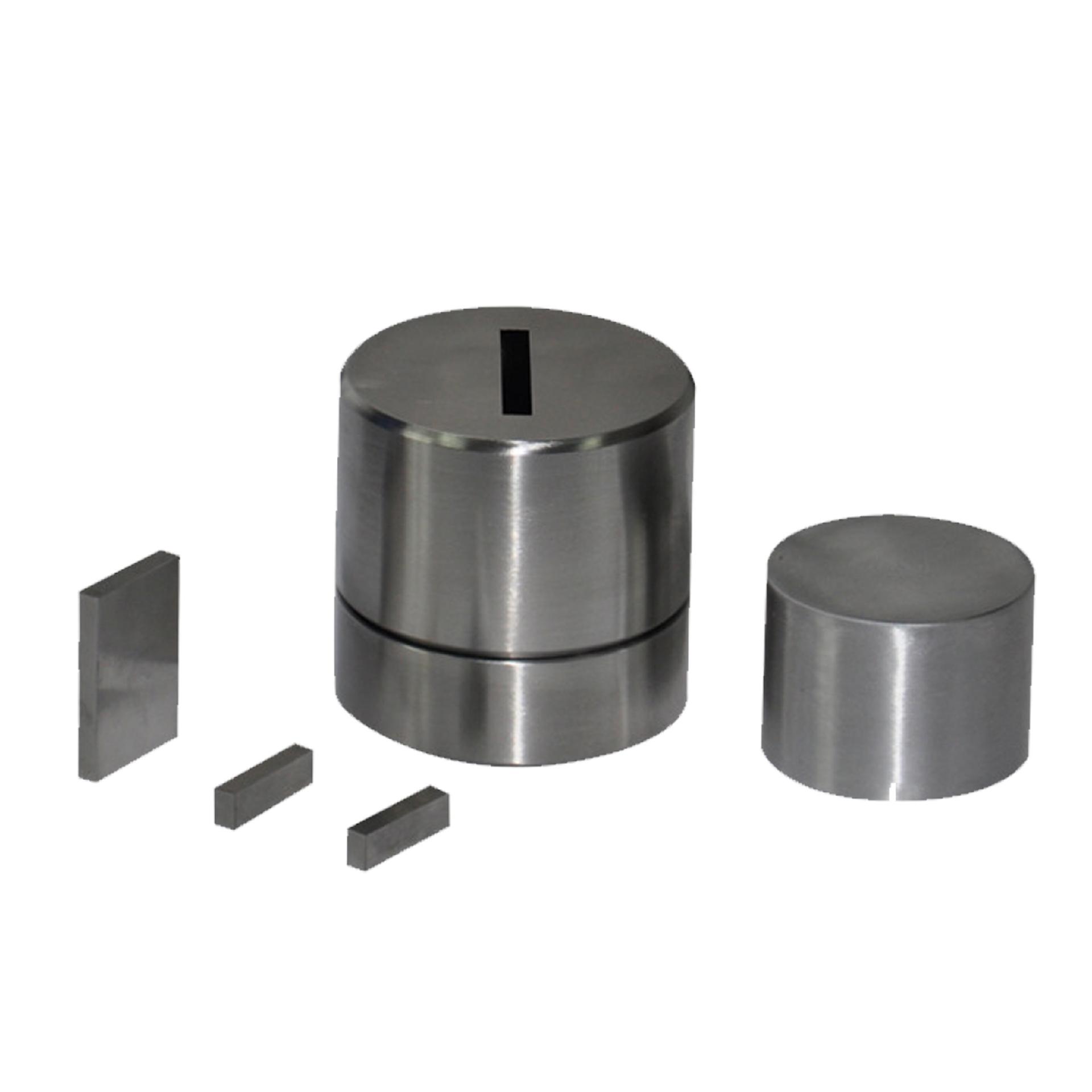
方形压片模具操作注意事项
方形压片模具操作主要分为以下几个步骤:
准备工作:首先,确保方形压片模具清洁干燥,无灰尘和异物。准备好需要压制的物料,将其研磨成粉末状,并过筛,确保物料颗粒均匀。
装模:将方形压片模具放置在工作台上,将物料粉末均匀地倒入模具的每个凹槽中。注意不要倒得太满,一般填充至凹槽的2/3-3/4即可。
压制:将压头对准模具凹槽,缓慢均匀地施加压力。根据物料的特性和所需硬度,选择合适的压力和压制时间。一般来说,压力和时间越大,片剂的硬度越高,但也会增加片剂的破裂风险。
脱模:压制完成后,需要将模具中的片剂脱模。将模具轻轻晃动,使片剂与模具凹槽分离。然后,用专用的脱模工具将片剂从模具中取出。注意不要用力过猛,避免片剂破裂或变形。
检查与包装:将脱模后的片剂进行外观检查,确保无裂纹、变形等问题。然后进行包装,储存于干燥、阴凉的环境中,避免受潮或阳光直射。
清理与保养:操作完成后,应将模具清理干净,去除残留的物料粉末。定期对模具进行保养,保持其良好的工作状态。
注意事项:操作过程中应佩戴适当的防护设备,如手套、护目镜等,以防物料粉末飞溅或模具意外破损导致的伤害。压制过程中,应避免用力过猛,以免损坏模具或导致片剂破裂。对于不同种类的物料,应根据其特性选择合适的压力和压制时间,以获得最佳的片剂质量。操作完成后,应将模具清理干净,保持工作环境整洁。
多孔模具如何使用
多孔模具的设计主要考虑合理摆放孔位和模具强度,根据型材形状、截面积大小和出料状况来确定机台、孔数和摆放形式。为提高多孔模具的综合性能,一般采用进口钢材。在操作时,需要注意如下:
模具设计:模具内孔粗糙度要达到0.8,以便于后续的抛光处理。同时,尺寸的标注要准确无误,避免出现模具无法装配的严重错误。
加热处理:多孔模具最好和模套一起加热到430℃-460℃。在加热过程中,要控制好模具之间的间距,避免加热不均。同时,铝棒的加热温度一般在450℃-480℃。

挤压处理:挤压时要调整好中心位,避免偏心造成偏壁、塞模或压塌。同时,在出料口和料架中间使用石墨条隔开,采用牵引机进行适度的牵引,以减少型材之间碰擦花,增强出材的稳定性。
抛光处理:可以使用磨粒流抛光设备进行内壁抛光。对于孔很多的模具,抛光时间会稍微长一些,但是多孔同时抛光,而不是一个一个地抛
手动粉末指针压片机是一种小型台式电动(手动)连续压片的机器,适用于实验室试制或小批量生产各种药片、糖片、钙片、异型片等。它具有机上装一付冲模,物料的充填深度,压片厚度均可调节,可根据客户要求提供各种形状的模具等特性。
此外,手动粉末指针压片机也可用于制作小型零件和模型,例如用于制造艺术品或珠宝的小型零件。这种机器通常用于那些需要小批量生产或定制的场合,因为其可以快速地压制出精确的形状和尺寸。
注意事项:
操作时应严格遵守操作规程,避免将手伸入模具内,以免发生危险。
选用合适的模具,以保证压片的质量和安全性。
控制压制压力,避免过大的压力导致物料破碎或设备损坏。
在设备运转过程中,禁止触摸、挪动或打掉设备部件,以防止发生意外。
禁止在设备高速运转状态下进行装卸或调整操作。
维护和修理时,要将油筒后座的阀关闭,以免油筒里的油流出。
加压时不能超过其压力范围,以免发生危险。
使用前必须将油筒上的螺钉松开(运输时将此螺钉拧紧),松开放油阀6,摇动小活塞4的压把,空打数下以排出系统中的空气。
用丝杠17预紧受压物品时,力不要过大。
大活塞行程不能超过50mm。








 扫一扫加关注
扫一扫加关注
