冷面机开车前接通电源,进行试运转,检查机器各部位是否正常,搅拌翅的旋转方向应与箭头指示方向一致;机器的润滑:每年要对搅拌主轴上的两轴承加注一次黄油,检查一下油封的密封作用,发现损坏及时更换。拌和时不应将手伸入筒内,机壳必须接地线。机器的拆卸顺序,拆掉桶盖。拆掉搅拌翅,拆掉底盘和料桶即可检修。接通电源前,必须安装安全的接地线。
一、冷面机的工作原理
首先要检查动力运转紧固部分有无异常情况,正常方可开机。必须把缸筒、铰龙、毕子清理干净。面粉用50%左右水和好,成面团状。开机后用清水把筒冲一下,使筒内保持一定的湿度,把毕子上涂上豆油,使面条光滑。投料时要均匀,2-3秒投入一小块,投面多少和速度是根据出面条的生熟而定。水是按所需配料事先抖好放在缸内,出面后把面条用手拉直,面条达到8-9分熟,按从上向下一次绕上木辊。在出现下方用方形60瓦-100瓦风扇向上吹风,以便使面条冷却,利于摆成平板,成品面条是8-9分熟左右,如需薄一点时,可减少投料速度减少面条数量,后面放在工作台上,按所需长度切断,中间垫上塑料布,成品完成。
二、冷面机的特性
面团的干、湿度要适中,每百斤面需加水30--50斤左右。根据实际情况可加入适量的食盐,混合搅拌均匀成块即可。成品面条可根据出机时间的长短用水浸泡,(凉干时间大约2小时左右,浸泡时间大约15分钟)。面条捞出后应把水放净,用少量食用油搅拌均匀后,加入调味品即可食用。浸泡面条的水应用开水放凉后浸泡。成品面条不能用开水浸泡、更不能下锅煮。该面条热食时不能加入热汤或热水后可食用。
三、冷面机的应用
该机需配电机和皮带A型1400毫米两根。开机前应对整要机进行检查,并给轴承加入适量的食用油作润滑。进料方法:应把面团拽成小块抛入机内,可根据出面条的生熟情况决定进料的快慢,如发现面条过熟可加快下料速度,如过生可放慢进料,生熟正常后均匀地进料。机器在工作中面条突然不下,应立即停机,防止湿度过高挤死缸筒。停机后,应卸掉缸筒,清理死面和漏面盘。漏面盘用后,应立即卸下放入水中浸泡,以便下次使用。生产结束后,卸下漏面盘,放入水中浸泡,以便下次使用并空转把残存的面块甩出。
蛋卷作为一种传统休闲甜点食品,因其香味浓郁,口感香脆,营养丰富一直受到广大人们的喜爱。清甜而不腻,香脆而不硬可以说是老少皆宜。那么蛋卷是怎么一步一步发展起来的呢,初到底有什么缘由呢?
起初蛋卷的发明不是为了美味,而是为了填饱肚子。在古代相传穷苦的人家为了填饱肚子,挖野菜、草根来吃的人到处都是。但是这些东西含有高纤维,苦涩非常难吃,于是将鸡蛋和草根、野菜一起煮。但鸡蛋不是常有的,所以将煮好的鸡蛋、野菜、蛋卷烘干形成卷,留着慢慢吃,这才形成了蛋卷的始祖。随着人们生活水平的提高,蛋卷慢慢演变成一种受人们欢迎的休闲甜点。
早的蛋卷就是鸡蛋加面粉,再加少量的糖,用两块铁板夹着,放在铁板上一烤,人工再铲下蛋皮,卷成蛋卷,在城乡都非常受欢迎。在上世纪80年代,不少人因此而成了中国的首批万元户、暴发户。但随着工业的进步,工资的不断上涨,仅靠两块铁板的利润,已不如打工,该职业者纷纷放弃。但蛋卷的市场空间巨大,食品机械行业的先行者就从先进国家引进了辊筒式和平板式,所谓的全自动蛋卷机。1.8米直径的大辊筒或几块大铁板组成,蛋浆自动涂抹在辊筒或铁板上,自动连续铲脱蛋皮,连续卷制。 刚引进全自动蛋卷机的食品厂,确实大赚一把。但这些厂家发现火了几年后,就再也提不起销量,而且销量还在不断下降。经调查发现原来是全自动埋下的祸根,因为要自动连续卷,就需要高糖(辊筒式)、高油(平板式)。现在人们都追求低油少糖健康的食品,传统高油高糖的注芯蛋卷、威化蛋卷已逐渐被广大人们淘汰,为了满足广大群众需求供应市场,新一轮蛋卷机的革命是必然的。
其后六角辊筒式半自动蛋卷机问世了,该机做出的蛋卷保持了低油少糖,口感清甜的特点,从而占有一定的市场。但时间一长随之而来的弊端也逐渐暴露出来,那就是太费力气,累!!!难控制温度和时间,难!!!并且蛋卷的大小/色泽/烤制程度都难以控制,且机器操作困难要从师数月。六角辊筒式蛋卷机保持了低油低糖的特点,虽然费力难控制,但别无选择,还是被少数吃苦耐劳、聪明能干的个体户接受。 还有更多的需要怎么办?
JAS日本农业部标准Japanese Agriculture Standard由日本农林水产省(MAFF)制定的,并于2002年4月1日开始实施的《日本农业标准》。其中规定:所有出口到日本的有机产品和原料必须要遵从日本农业标准。
一、JAS有机标志Japanese Agriculture Standard(JAS)
译为“日本有机农业标准”,有机JAS是日本农林水产省对食品农产品级别的认证,即农产品有机认证。JAS采用第三者认证制度贯穿于认证全过程,JAS法基于 CODEX委员会(国际性机构的 FAO/WHO 的合作组织)中的“有机生产的食品的生产、加工、表示及市场相关的指导标准”订立,经JAS有机认证的生产制造者可以从事有机农业生产、有机食品生产。
二、日本的农业标准化管理制度
即JAS制度,是基于日本农林水产省(MAFF)制定的《关于农林物质标准化及质量标识正确化的法律》(简称“JAS法”)所建立的对日本农林产品及其加工产品进行标准化管理的制度。任何在日本市场上销售的农林产品及其加工品(包括食品)都必须接受JAS制度的监管,遵守JAS制度的管理规定。因此,JAS制度成为日本农业标准化重要的管理制度。
三、日本有机JAS认证的基本原则
1.不使用化学合成的农药和肥料;
2.生产、制造、仓储、发货、运输等过程中不被禁用物质所污染;
3.生产、制造、仓储、发货、运输等过程中不与常规产品混合;
4.具备可追溯性。
四、日本有机认证种类的选择原则
1.如果只出口农产品原料到日本,只取得生产行程管理者(种植基地)认证即可;
2.如果出口农产品加工产品到日本,若在国内能够买到日本JAS认证的原料,只需取得制造业者(工厂)认证即可,如是自己的种植基地那么就要取得两种认证;
3.分装工厂认证和第2点相同;
4.日本进口商认证与国内企业无关。(注:已取得认证的产品可以销售给任何日本买家,任何日本买家都可以从国内购入有机JAS认证产品在日本国内销售)。
要做这些产品的出口,除了工厂内的控制,在销售的运输过程中,对温度也有要求,现在都要用一次性的带纸温度记录仪,日本人都不信电子记录通过软件处理的数据。用纸记录的不可更改性,也是未来的一趋势。
日本有机认证的标准以及管理模式值得肯定。我国的有机管理办法也在不管完善,我国的有机农业在蓬勃发展,相信不久的将来,我国的有机产品将走上全世界各国人的餐桌。
有机食品位于食品安全金字塔顶端,完全遵循有机农业生产体系生产,其品质优于“绿色食品”,更优于无公害食品和普通食品。有机奶粉,特别是有机婴幼儿奶粉,可以说有机奶粉是的奶粉,是爸妈给宝宝更好的关爱。
有机奶粉生产不仅要进行产地认证、大气认证、环境认证,还要进行对奶牛饲养过程监管认证,并在有机标准的情况下按规范来生产的,生产过程各方面都极为严格。可以算得上是有机食品当中要求严格,工艺要求的有机食品。
给宝宝选择有机奶粉,那该如何冲泡奶粉呢?可以参照下面的步骤:
1.洗净双手,准备好洁净的50℃温开水;用来冲调有机奶粉的水必须煮沸后凉置到50-55℃再使用。水温过高有可能会引起奶粉蛋白变性沉淀而引起挂壁或者白点沉淀的现象,不仅会使奶粉中的乳清蛋白产生凝块,影响消化吸收,另一方面也会破坏有机奶粉中的营养物质。相反,如果水温过低,奶粉会漂浮不溶于水。
2.分两次冲调:倒入一部分水,用奶粉罐内量勺取出所需的奶粉量到奶瓶中(1勺奶粉溶于30ML的水),将奶瓶盖紧,双手握住奶瓶水平方向搓动摇匀奶粉30秒左右,至奶粉充分溶解后,再加一部分水到相应的比例;有机奶粉在生产过程中,不加入任何化学合成的助溶剂或速溶剂,使得奶粉溶解的表面现象并不,所以有机奶粉要比普通奶粉要难溶解,经常出现奶粉冲泡,也有微小颗粒挂壁的现象,用双手滚搓奶瓶后,如还不溶,可用干净的筷子轻轻搅拌。
3.冲调后,用手腕或其他温度测量工具测试水温,降低至37℃左右,即可给宝宝喂食。
当然如何给宝宝喂奶也是各位奶爸奶妈的必修课之一。
1.找到舒适的坐姿
保证整个喂奶过程的稳定性。然后一只手把宝宝抱在怀中,让宝宝整个身体约呈45度倾斜;另一只手拿奶瓶,用奶嘴轻触宝宝口唇,开始吸吮。
2.观察奶瓶情况
注意奶瓶的倾斜角度,让奶液充满整个奶嘴。将奶嘴小心地放入宝宝的口中,奶嘴放得太深有可能让Ta噎住,如果奶嘴被宝宝吸瘪,可以慢慢将奶嘴拿出来,让空气进入奶瓶,奶嘴即可恢复原样,否则可以把奶嘴罩拧开,放进空气再盖紧即可。
3.喂后拍拍嗝
给宝宝喂完奶后,不能马上让他躺下,宝宝需要拍嗝排出吸进肚肚里的空气。应该先把宝宝竖直抱起,靠在肩头,轻拍后背,让他打个嗝,排出胃里的空气,以避免吐奶。
给宝宝冲泡奶粉、喂奶看似简单,实际上需要付出耐心才能做好。奶爸奶妈都想给宝宝的关爱,希望宝宝能健康成长,选择有机奶粉,选择有机食品也是关爱宝宝的实际行动。
有没有时产1000只鸽子的脱毛机 我们公司生产的卧式22轴脱毛机主要是用于鸽子进行脱毛工作而使用的、并且脱毛机是可以连续工作的、并且脱毛机的工作效率比较高、每小时能处理1000只左右、而且脱毛率99%以上、并且脱毛机是分为上下两排、上排10条、下排12条、间距是可以进行调节的、根据鸽子的体型大小不同调节上下两排脱毛辊之间的间距、确保每只鸽子都可以处理的干干净净的

有没有时产1000只鸽子的脱毛机是直接从厂家进行发货的、我们是专业生产销售各种家禽屠宰设备的厂家、生产销售的设备多种多样、并且脱毛机的出口处有接禽板、脱好的白条鸽子会自动掉落在接禽板上、脱下的鸽子羽毛则会随水冲出机内、保持脱毛机的干净卫生
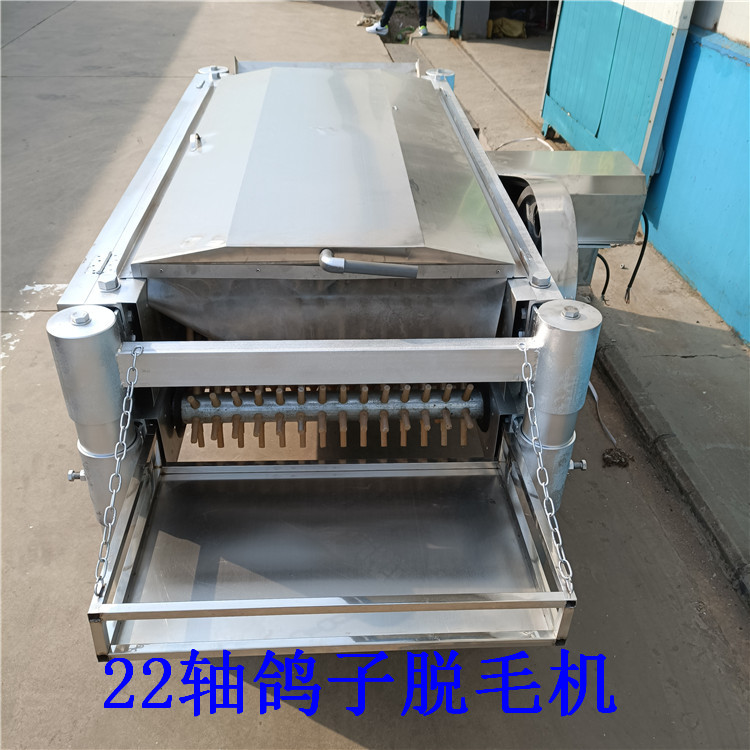
有没有时产1000只鸽子的脱毛机我们生产销售的设备型号多种多样、根据用户的需求不同进行合理的加工定制、并且我们生产销售的设备保修期为12个月、磨损件成本价供应

切菜机分型号,分大小,也分切叶菜类,根茎类的产品切割。
食堂或者切割品类多,产量都不大的情况下,可以选择多功能切菜机。
叶菜部分切割长度可调能切,比如:芹菜段/蒜薹段,韭菜/茴香切馅儿,更换刀盘可以切割各种馅儿:大白菜馅儿/大葱切粒等,更换刀盘也可以切:狼牙片,再切一次就是狼牙条。刀片是选配的,可根据产品去选择增加。
![]()


根茎类部分是可以切:切片,切丝,切丁。尺寸可选择

这个多功能一体机大部分的叶菜和根茎类的蔬菜是可以完成切割的, 就是看产量,产量大就可以选择大一个型号的。
切菜机也可以搭配流水线使用,叶菜清洗切割流水线搭配切叶菜的机器,根茎流水线搭配的是根茎切丝机,更换刀盘可完成:片/丝/的的切割。



1、纸箱模切机压痕产生“爆线”和“暗线”
问题原因:“爆线”是指由于模切压痕的压力过大,超过了纸张纤维的承受极限,使纸张纤维断裂或部分断裂;“暗线”是指不应有的压痕线,一般是由于模切版和压痕钢线选择不合适、模切压力调节不当、纸张质量差、纸张纤维方向与模切版排刀方向不一致、纸张含水量低导致柔韧性下降等原因所引起的。
解决方法:选择合适的模切版;适当调节模切压力;在模切之前先把待模切的印刷品在车间里放置一段时间;提高车间环境的相对湿度。 较好的方法是降低压痕钢线的高度,降低的高度通常为0.1~0.2mm,具体要根据纸张定量确定,定量在350g/m2以上的纸张需降低的压痕钢线的高度为0.2mm,定量在350g/m2以下的纸张宜降低0.1mm。
2、模切起毛、起尘
问题原因:在模切时,经常会出现模切产品切边不光洁、起毛的现象,特别是离压痕线较近的一些切边处情况更为严重。这是由于在模切合压时,模切版上的胶条、压痕钢线对纸张产生了拉力,纸张在未被完全切穿时就被产生的拉力拉断,出现了毛边。
解决方法:首先要根据纸张选用不同类型的模切刀。模切刀包括直纹刀和横纹刀,两种纹路的刀锋又有高矮之分,刀锋形成的纹路和高矮不同,直接关系到模切质量和模切刀的使用寿命。在避免模切起毛方面,直纹刀比横纹刀好;在使用寿命方面,矮锋刀比高锋刀好。在模切覆膜卡纸时,应选用直纹高锋刀,且要求刀锋是磨制的,好不要采用压凹凸一次成型工艺,否则压力太大会对模切产生很大影响;而在加工普通卡纸时宜选用矮锋刀,并根据纸张纤维的质量来确定刀锋的纹路。
3、模切精度不高
问题原因:模切精度不高的原因有模切版本身的问题,也有印刷品的问题。手工制作的模切版误差较大;模切压痕与印刷过程的作业环境不同会造成纸张变形,导致模切压痕位置不准,尤其是经过上光、覆膜后,纸张的变形更为严重,影响模切精度。
解决办法:选择先进的模切版制版工艺,提高模切版的精度。尽量保证模切压痕与印刷过程在同一作业环境下进行,或保证作业环境的同一性(即相同的温度、相对湿度等);对上光和覆膜后的纸张要进行模切预处理,尽量减少纸张变形对模切精度的影响。



















 扫一扫加关注
扫一扫加关注
